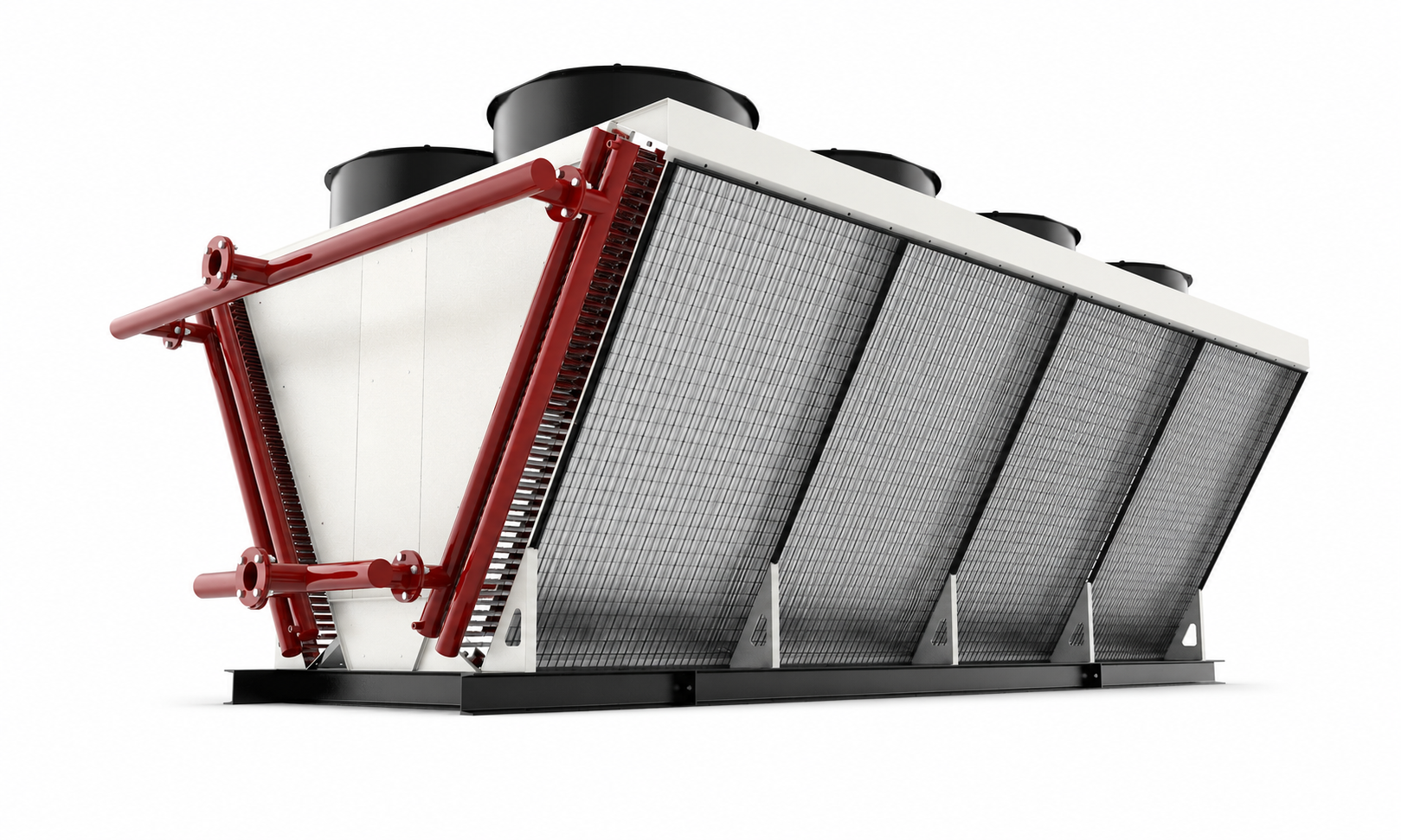
Condensers (Dry & Adiabatic)
Our Dry and Adiabatic Condensers are developed for industrial and commercial applications requiring efficient condensation and heat transfer performance. These systems ensure stable operation, reduced maintenance, and optimized energy usage.
Contact UsApplications
- Refrigeration Systems
- Industrial Processing Plants
- Chemical Industries
- HVAC Systems
- Power Generation Facilities

Sub Categories
Ammonia condenser
Our MegaByte Data Center Cooling solutions are specially engineered for modern hyperscale and high-density data centers requiring continuous, energy-efficient, and reliable thermal management. Designed for mission-critical operations, these systems ensure optimal server performance, reduced downtime, and improved energy savings.
Contact UsKey Features
- High Heat Rejection Efficiency
- Energy Optimized Cooling Technology
- Suitable for Hyperscale Data Centers
- Reliable 24/7 Operation
- SLow Maintenance Design
Freon condesnser
Our Engine Rig Testing Cooling systems are developed for demanding engine testing environments where precise temperature control and continuous cooling performance are essential. These systems support automotive, aerospace, and industrial engine testing operations.
Contact UsKey Features
- Stable Cooling Performance
- Heavy-Duty Industrial Design
- High Thermal Load Handling
- Custom Engine Test Bench Solutions
- Efficient Heat Transfer Technology
Water Vapor condesner
We deliver highly efficient cooling while minimizing water and energy consumption. These solutions are ideal for industrial process applications operating in high ambient temperatures.
Contact UsKey Features
- Reduced Water Consumption
- Enhanced Cooling Efficiency
- Eco-Friendly Cooling Solution
- Corrosion Resistant Construction
- Optimized Operating Costs

Ethanol condenser
The MFIN-MEGA Adiabatic Cooler is a high-performance industrial cooling solution designed for large-scale operations requiring maximum efficiency and reliable cooling under extreme conditions. Its advanced fin technology ensures superior thermal performance.
Contact UsKey Features
- Advanced Mega Fin Technology
- High Cooling Capacity
- Energy Efficient Operation
- Robust Industrial Construction
- Long Operational Life